BY
This paper will describe techniques for performing the lost wax vacuum casting process. It by no means describes the only process. There are probably as many casting procedures as there are casters. This paper describes one procedure that has worked very well for 30 years for the author. The lost wax casting process is a method by which a piece of art is created from a burnable material. The model is covered with investment, a plaster like material, and then it is put in an oven and heated to 1350 degrees. The wax is burned out of the investment mold leaving a cavity which is the reverse of the wax model. Metal is poured into the cavity. The casting is cooled then the investment is removed. The casting will be an exact copy of the wax model, only it will be slightly smaller.

 In some cases the wax assembly will be incapable of being weighted. In this case the base should be weighted. The wax is added to the base. The wax and base assembly are weighted. The weight of the wax is equal to the weight of the assembly minus the weight of the base. The weight of the wax is used to determine how much metal is required to cast the model. When casting many models the weight of each wax model must be determined and recorded.
In some cases the wax assembly will be incapable of being weighted. In this case the base should be weighted. The wax is added to the base. The wax and base assembly are weighted. The weight of the wax is equal to the weight of the assembly minus the weight of the base. The weight of the wax is used to determine how much metal is required to cast the model. When casting many models the weight of each wax model must be determined and recorded.
DETAILED DESCRIPTION OF THE LOST WAX CASTING PROCESS
1. CREATE A WAX MODEL.
Models can be made of any burnable material such as wax, wood, most plastics, bugs and lizards. Various materials will require different burnout methods. Experimentation is required when burning out materials other than wax.
Waxes are available in all sorts of shapes, sizes and workability. Commercially available waxes come in blocks, sheets of various thickness and stiffness, wired of various shapes and diameters and tubes.
Wax blocks are mostly used for carving. There are different hardness of carving wax. Each wax vendor colors codes his wax to distinguish the various hardness and types he sells. Colors of waxes vary between vendors.
TYPES OF WAXES:
CARVING WAX: Carving waxes are sold in sheets of various thicknesses and in large blocks. Carving waxes are non sticky waxes that can be carved with a knife or dental tool. They can be filed, sanded, and ground with a burr in a cable driven hand piece. They have a higher melt temperature and are not flexible.
SHEET WAX: Sheet wax is used in fabricating models. They can be used as a base for wax build up or assembly. They are flexible enough to be bent into any shape. They can be cut with a sharp knife and scribed with wire brushes. They are harder to work than carving wax. They are so flexible that handling them while working on them can cause the design to change. They have a lower melt temperature than carving wax.
WAX WIRE: Wax wires are available in various diameters and shapes. They are flexible and may be shaped into any design. Sprues are usually made from wax wires.
INJECTION WAXES: Injection waxes come in many different consistencies and color. Most injection waxes are designed for injection into a specific type mold. Some waxes work better in molds that are flat and long such as buckle molds. Other waxes work better for dainty wax models. Some are more flexible than others. The are carve able injection waxes. These waxes do not carve as well as carving waxes.
SICKY WAX: Some waxes are sticky and can not be carved or molded. These waxes are used as a glue between various waxes. They are too sticky to be molded or worked in any manner.
WATER SOLUBLE WAX: Water soluble wax may be dissolved in water. They are used when the model must be hollow. A form of soluble wax is created then regular wax is added to the form. When the model is finished the model is placed in water and the soluble wax is dissolves leaving a hollow model.
MISCELLANEOUS WAXES: There are a wide variety of waxes that are used for various purposes.
The ability to select a wax that is best suited for a project will come with experience. It is best to experiment with different waxes when first starting to create models. You will find with experience the waxes used will be narrowed down.
TYPES OF CONSTRUCTION: Projects can be created with any one of he following methods or a model may be constructed using any combination of the methods.
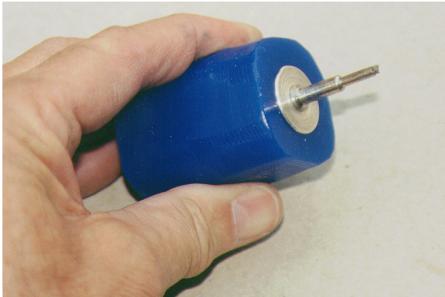
BUILD UP PROCESS. A wax model can be created with the wax buildup method where melted wax is built up on a wax backing. Layers of wax are laid on previous layers of wax. Wax is layered until the final design is achieved.
Most artists use an alcohol lamp to heat a tool that is then used to melt and pick up wax. The wax is then drawn on the model. The process is repeated over and over again until the desired shape is achieved.
There are electrical heated tools the can be used to speed up the build up process.
CARVING PROCESS. A model may be carved out of carving wax. Carving wax is solid, non flexible, non sticky wax that is capable of being carved with a knife, sanded, filed, drilled or cut with metal Burrs.
CONSTRUCTION PROCESS. A model may be constructed out of wax pieces. Pieces of wax wires, sheets and carving waxes are cut and shaped then wax pieces are welded together to form a model. Construction models are more difficult to work with because of their flexibility. The waxes used in most construction projects are slightly sticky.
2. ADD SPRUES TO THE WAX MODEL.
Sprues are wax wires that connect the wax model to the flask cover lid.
After The burnout cycle the sprues will be the channels through which the metal will flow into the model cavity in the investment.
Adding the sprues to the model is an art in itself. If the model is correctly sprued the casting will be complete and free from defects. Improper addition of sprues may lead to an incomplete casting or a casting that has porosity.
The process of adding sprues to the model can lead to success or failure of the casting process. Unfortunately one will not know if the addition of sprues was correct until after the model is cast and cleaned. Improper addition of sprues is probably the greatest cause of failure in the lost wax casting process.
There are as many ways to sprue a model as there are casters. Experience with adding sprues will be the best teacher.
The errors involved in adding sprues may be reduced if a knowledge of the physical concepts involved in moving metal into a mold is understood.
Large volumes of metal may not be delivered through small sprue passages.
Small restrictions will act as nozzles and cause the metal to speed up and cause turbulence. The larger the model the larger the sprue should be.
The metal will chill as it expands from a small section into a larger section.
Metal moving rapidly into a mold may cause erosion in the investment. The metal should be poured as rapidly as possible but very large sprues will allow the metal to move too fast into confined sections thereby causing erosion.
Avoid attaching sprues the will allow the metal to strike a flat surface of the mold. The force of the flowing metal can cause erosion of the mold.
There are several rules which if followed will lead to more success than failures when casting.
IT IS BETTER TO ADD TOO MANY SPRUES THAN NOT ENOUGH.
Visualize how the metal will flow into the mold cavity as the sprues are added.
Sprues have to be removed from the casting and the remaining sprue metal ground off the model. The more sprues used the more cleanup work will be required.
However the loss of the many hours involved in creating a model is not worth using a smaller amount of sprues.
Sprues must be added to the model in such a manner as to allow metal to flow into the cavity before the metal chills and solidifies. Long sections of a model will require additional sprues.

The sprues must be large enough in diameter to allow the metal to flow into the cavity before the metal chills.
Sprues normally are 8 or 10 gage wax wires.
Sprues are normally attached to the thicker section of the model.
The sprues must be smooth. There should be no sharp edges. Add fillets to all intersections of individual sprues.
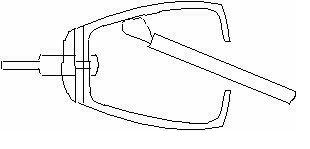
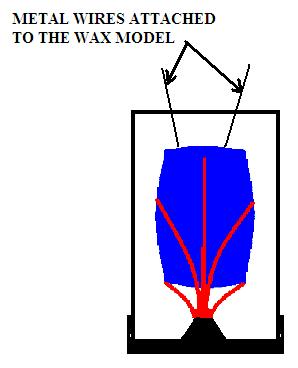
Sprues must be added to any section of the model that is higher than the main body of the model.
There can be no areas of the model above the point where the main sprue joins the model without adding additional sprues.
The metal has to move up into the left and right section of the blue model above. Without additional sprues the metal might not fill the higher sections.
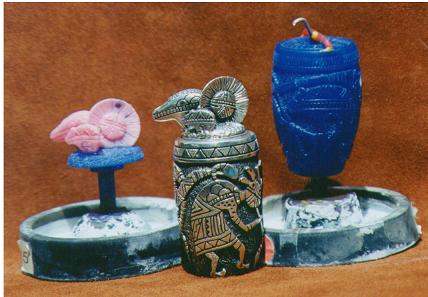
Note the sprue that is connected to the foot of the pink model. If it were not for the attached sprue the metal would have to flow up hill. The leg might not get filled if it was not connected to the sprue.
It is preferred to have the metal flow down on the design of the mold rather than raised up into the design surface of the mold.
In the illustration on the left the metal weight presses against the design of the mold cavity. In the illustration on the right the weight of the metal lifts the metal up against the design of the mold cavity.

Review the model to insure it will not trap air when the investment is poured.
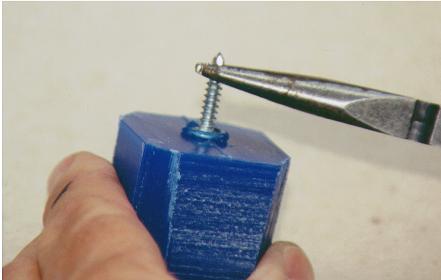
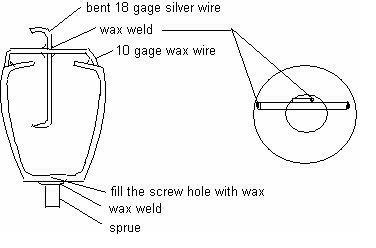
Hollow models require special treatment. The core must be held with wire staples to prevent the core from breaking loose and floating in the cavity of the burned out investment as the metal is poured. The sterling staple and the rod holding it may be clipped off the model and used in a future melts.
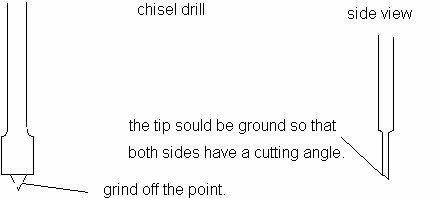
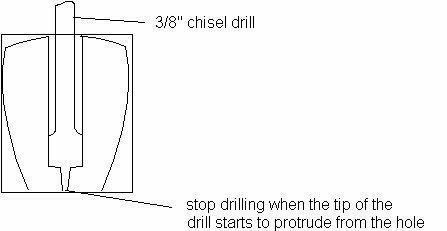
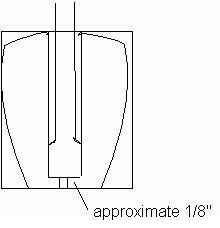
Metal staples must be added to the models as show below. The staple should be of the same metal as the metal being poured into the mold. The staples shown on the right side below should be drilled out and filled with wire the same as the casting metal and soldered in place.

3. ATTACH THE WAX TO A FLASK COVER AND PLACE INTO A FLASK.
A. POOR MANS MEANS OF INVESTING WAX MODEL.
Not everyone who starts casting can afford a complete selection of rubber flask covers and stainless flasks. This technique will use masonite bases and ordinary steel cans. The cans may be used only once as the burnout temperature weakens them.
1). FLASK COVER. Cut various size squares of ¼” masonite available at most lumber supply stores. The size of the squares should be such that they cover the various steel cans you will be using as flasks. Cut the corners off.
2). FLASKS. Collect steel cans in various sizes. Coffee cans and food cans will do. Check the can and the edge rings of all cans with a magnet to insure they do not contain any aluminum. Aluminum will melt in the burn out cycle.
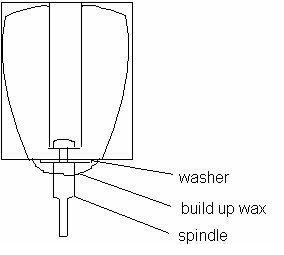
3). ATTACH WAX TO MASONITE BASE. The wax model and sprues must be weighted.
The weight of the wax assembly should be recorded. If only enough metal is melted for one flask it is important to know how much metal each flask will need.
Build a cone of modeling clay in the center of a masonite square. The clay forms a shape in the investment that will eventually be the funnel into which the molten metal is poured.
Push the wax sprues into the clay cone. Press the clay against the wax sprues.
4). ATTATCH STEEL CAN TO MASONITE BASE. Cut off the lid of the can. Place the steel can around the wax. Tape the can to the base.
5). TAPE CAN TO BASE
The flask must be marked with a number to identify it from all the other flasks.
NEVER PICK UP A FLASK LOADED WITH INVESTMENT BY THE FLASK. ALWAYS PICK UP THE FLASK BY THE BASE. PICKING UP THE FILLED FLASK BY THE FLASK CAUSED ALL THE INVESTMENT TO PRESS AGAINST THE BASE. THIS STRSSES THE TAPED JOINT.
B. PRODUCTION METHOD. There are commercial rubber sprue forming bases and matching stainless steel flasks available at any jewelry supply stores. These items will make preparing the mold much faster and easier than the poor mans method.
1. Weigh and record the weight of the sprue former base. The mounted wax and base will be weighted again. The difference in weights will be the weight of the wax. The weight of the wax is required to calculate the amount of metal that is required for the casting.

Add an identification tag to the sprue base. This is required if more than one flask is to be cast. Record the flask number and the amount of wax that is in the flask. Convert the weight of the wax into the weight of metal required to replace the wax.
2). Wax weld the sprues of the model to the rubber base. Any added wax should be free from rough or irregular surfaces. Irregularities in the wax sprues will cause the molten metal to become turbulent and will cause erosion of the mold surface.
3). Place the stainless flask into the rubber sprue former. The top of the model should no more than ½ inches from the top of the flask or less than ¼ inch form the top of the flask.
The dimension of the gap between the wax model and the flask is somewhat dependant on the shape of the wax model.

4. CALCULATE THE AMOUNT OF INVESTMENT AND WATER. Calculation of the amount of investment and water that is required for various size flasks. The information in the tables below is from the manufacturers spec sheets.

When investing more than one flask place the flasks with the base under the vacuum bell jar on the vacuum table to determine how many flasks can be vacuumed at a time. Mix only enough investment to fill the flasks that fit under the bell jar. With experience a second sets of flasks may be poured from one load of investment before the mix time limit is up.
It is a good idea to have a countdown timer set for the working time the investment allows.
I use R&R investment which allows about a 7 minute working time from initial start of mixing until the flask is set aside after vacuuming it. Set the timer for the working time of the investment.
5. WEIGHT AND MIX THE INVESTMENT. Check the vacuum pump and electric mixer for operation. Is the flask identified with a tag on the base? A. Weigh the investment.
B. Measure the water.
It is recommended to use distilled water to insure consistency of mixture.
C. Pour the water into the mixing bowl.
E. Mix investment
F. Vacuum the investment
G. Release the vacuum.
6. POUR THE INVESTMENT INTO FLASKS AND VACUUM.
A. Pour the investment.
B. Vacuum the flasks.
C. Release the vacuum. Top off any flask that is not fully filled. Set the flasks aside and let them sit for two hours.
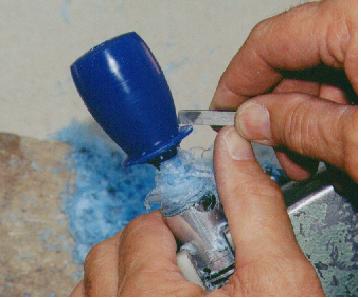
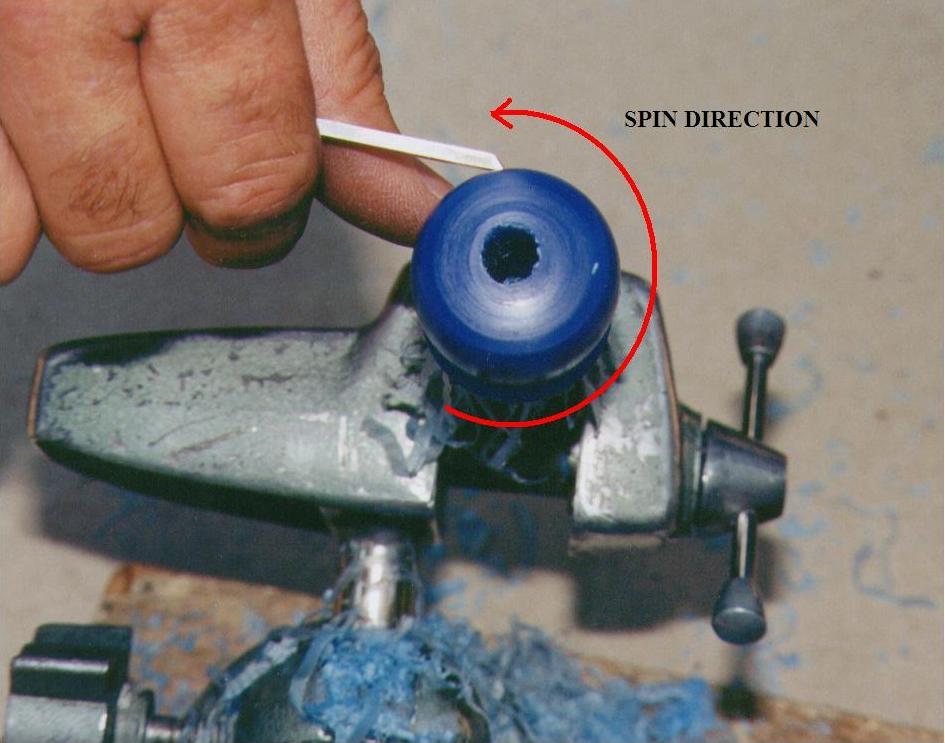
D. Scrape off the excess investment after the flasks have set for 2 hours. Remove the cover after the excess investment is scraped away.


Be sure to remove all investment down to the metal edge of the flask. Any investment that is above the edge of the flask will prevent the obtaining of a good vacuum on the flask.

E. Mark the flask number.

Marking the flask number is only important if you are casting more than one flask.
7. PLACE THE FLASKS IN A BURN OUT OVEN. Place ceramic or metal blocks on the floor of the oven in a staggered pattern. They should be placed in a pattern so that the edge of the flasks rest on them. This will allow wax and gases to escape from the molds. The ceramic blocks may be purchased from a ceramic shop in 1” square by 3 inches long sizes.

The oven can be filled with flasks.
There should be a ½ inch gap between the flasks and the edges of the burnout oven.
The flasks are placed in the oven with the sprue end down. This will provide a path for the molten wax to leave the mold. The flasks should be placed in the oven two hours after they were filled with investment.
Place the flasks into a room temperature oven. Some vendors recommend the oven be preheated to 300 degrees F before the flasks are placed.
It is best to place the tallest flasks in the center of the oven and near the front door. If tall flasks are placed along the edge they will trap the heat and might cause the heating coil to burn up.
Short flasks may be stacked if the total height fits in the burnout oven. They should be stacked in a staggered layer at the front of the oven.

The flask temperature of a flask into which god is to be poured is hotter than one into which silver is poured. The different temperature requirements of the two type of flasks make it necessary to place the gold flasks in the row nearest the door of the oven where they can be the first to be removed.
8. BURNOUT CYCLE. The burnout cycle is probably the most varied part of the lost wax casting process.
Each caster has his or her favorite burnout cycle.
This paper will describe a process that has worked for the author for 30 years.
A. Burnout in general.
The purpose of the burnout cycle is to remove most of the wax from the investment mold by melting it. The remaining wax is burned at a high temperature and leaves the mold as carbon dioxide carbon monoxide.
A burnout cycle is correct when the investment come out of the oven bone white. If the mold is dirty looking the burnout cycle was not complete. The dirty condition of the mold will cause pits in the casting or rough surfaces.
Burnout may be accomplishment with a gas or electric oven capable or reaching 1350 degrees.
Controlling the temperature and time cycle is the most important part of the burn out process. This requires a means to control the electricity to the heating coil in an electric oven or a valve to control the gas to a gas fired oven. The controls will have to be adjusted though out the cycle to raise the temperature in controlled stages.
There are controller that can be programmed to control an electric oven. They reduce the time an operator has to spend making sure the oven follows the desired burn out cycle. The oven must allow air to enter the heating chamber.
Oxygen in the air combines with the burning wax to form carbon dioxide which leaves the mold. The oven must be installed in an area with good ventilation.
B. Author’s process.
The oven is totally filled with flasks. The flasks may range in size from 2.5 inches in diameter to 6 inches in diameter. Many of the flasks will be filled with carving wax models.
The others will be filled with injection wax models. Injection wax melts at a lower temperature than carving wax and is much more fluid at melt temperature.
Burnout schedule
Install flask at room temperature and ramp up to 250 degrees and hold for 2 hours.
Increase 150 to 300 degrees per hour to 1350 degrees
Maintain 1350 degrees for several hours.
The more wax in the oven the longer the temperature should be held at 1350 degrees.
The burnout temperature should be held for as many a 7 hours for a full oven.
Turn oven down and let it cool to the following temperatures and hold: 1000 for gold 860 for sterling silver.
The ability of the oven to increase the temperature more than 150 degrees per hour will depend on the oven size and the amount of flasks in the oven. It may be difficult to increase the temperature at a rate of 300 degrees per hour if the oven is full.
Holding the temperature at 1350 degrees for 8 hours provides enough time to burn out all the wax in a full oven.
A sorter time at 1350 degrees is possible if the oven is not totally filled.
The more wax in the molds the longer the temperature should remain at 1350 degrees. This will allow oxygen to combine with the wax to form carbon dioxide and leave the mold.
The investment will start to fail if heated above around 1400 degrees.
Do not start pouring metal until 1 to 2 hour after the temperature of the oven has reached the casting temperature. The inside of the molds cool slower than the oven. Larger flasks will cool slower.
9. METAL POURING METHOD
Once the molds are burned out metal is poured into the cavity left by the burned our wax.
However pouring molten metal into a cooler mold will cause the air in the mold to expand. This may cause the expanding air to blow the metal out of the mold.
The elimination of the air from the mold may be accomplished in several ways:
CENTRIFUGAL The mold is placed in a cradle of a spring loaded machine.
The machine is allowed to spin when the metal is poured. The spinning action of the machine throws the metal into the mold forcing the air through the back of the mold.

VACUUM The flask in placed on a vacuum table. A vacuum is pulled on the flask
which pulls air out of the mold cavity through the pours of the investment.
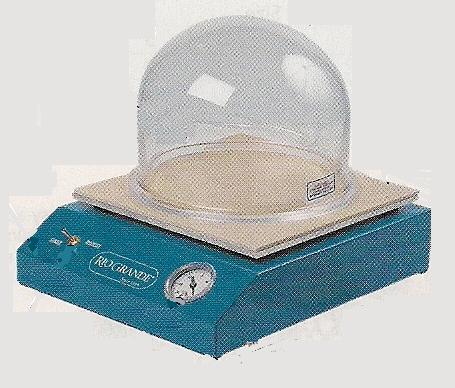

VACUUM TABLE VACUUM PUMP
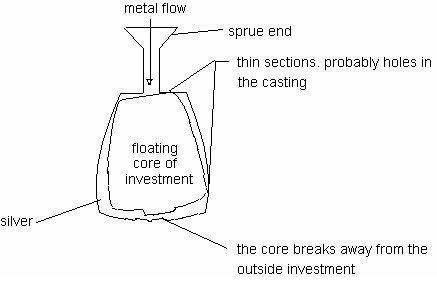
STEAM The metal is melted in the sprue cavity of the mold. Wet paper is placed in a jar type cover. When the metal is molten the cover is placed on the flask which causes steam to form and force the metal into the mold. The air is vented through the investment.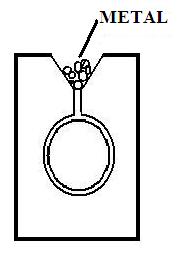
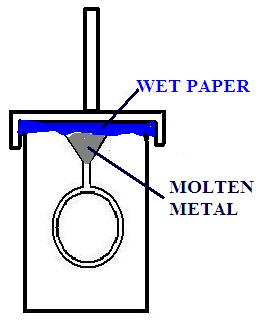
CROSS SECTION
VENTING Vents are added to the mold that allow air to escape from the cavity
when the metal is poured.
Once the investment is cured the wires are wrapped around a rod and are pulled out of the mold. The removal of the wires will leave small vents in the mold through which the trapped air may escape.
10. MELT THE METAL.
Metal may be melted in a crucible with a torch or it may be melted in an electric furnace. Melting the metal by a torch is more time consuming and the
temperature of the metal in succeeding melts will not be consistence. The temperature of the metal melted by a torch is estimated by the color and look of
the metal. That is not as accurate as melting the metal in an electric furnace.
Furnace melting. Metal is melted in an electric furnace. In general furnace melting will produce a more consistent melt metal temperature between melts. Furnace melting in general will not work with Centrifugal casting.
There are two types of commercial electric furnaces. There is a furnace that manually controls the melt temperature. The temperature has to be maintained by continually setting the rheostat to control the proper temperature.
The other furnace has a programmable controller that can be set to control the melt temperature. As long as the furnace is powered the controller will maintain the temperature of the metal to the set temperature.
Electric furnaces are commercially available in different sizes. They melt the metal in a graphite crucible.
Casting scrap should be pickled and rinsed before being placed in the melt. The metal should be free of grease and investment. The scrap should never contain any solder.
The author has used the vacuum and furnace melting process for around thirty years. This paper will describe that process.
The vacuum table consists of a flat plate with a hole in the center that is connected to a fitting that is connected to a vacuum pump.
A high temperature resistance silicone rubber pad has a hole in the center of it. The pad is placed on the table with the hole over the suction hole.
Do not start pouring metal until 1 to 2 hour after the temperature of the oven has reached the casting temperature. The inside of the molds cool slower than the oven. Larger flasks will cool slower.
Once the metal is melted and the flask has reached the correct temperature the casting process can begin.
METAL
The metal should consist of no less than 50% new metal. Sprues from previous castings may be used to make up the other 50%. Casting scrap should be pickled and rinsed before being placed in the melt.
The metal should be free of grease and investment.
The scrap should never contain any solder.
MANUAL CONTROLLED ELECTRICAL FURNACE. The temperature of a manual controlled electric furnace is controlled by a control know at the base of the furnace.
The control knob on this type of furnace must be continually set to prevent it from overheating and destroying the heating element. The furnace has a temperature gage that indicates the temperature of the metal.
AUTOMATIC FURNACE. There is a melt furnace available that has an electronic controller built into the base of the unit. The controller is set to the desired temperature.
The furnace will heat the metal to the set temperature and maintain it there for as long as the furnace is on.
The controlled furnace is the most accurate way of melting the metal.
There two sizes of electro melt furnaces.
The melt furnace will melt enough metal for several pours. Do not pour more than one flask at a time and allow 5 minutes between pours to allow the ring of the crucible to heat up to melt temperature.
Let the furnace set for about 5 minutes at the pour temperature before pouring. This allows the ring of the crucible to heat up to the melt temperature.
The burnout oven is turned off to insure a possible touch of the coils will not short them out. The flask is removed from the burnout oven. The oven is turned on again and the flask is placed on the vacuum table.
The vacuum pump is turned on and the metal is poured when the vacuum reaches 27 inches.
The formation of fire scale is one of the scourges of casting sterling silver. When the metal is poured, oxygen combines with the copper in the sterling
silver, to form cuprous oxide which is fire scale.
There is a paper in this blog that describes the anti fire scale casting process.
The anti fire scale vacuum casting process must be followed if a casting free of
Fire scale is desired
The flask is allowed to cool for at least 6 minutes or longer for larger castings before quenching it in water. The steam formed will blow most of the investment off the casting.
Hold the flask under water under the rumbling stops. Pick the remaining investment off the casting. The process may be speeded up by placing the flask in an ultrasonic cleaner.
{ 0 comments }
leessilver
Latest posts by leessilver (see all)
- CASTING PAPER UNDER CONSTRUCTION - October 30, 2010
- CASTING PAPER UNDER CONSTRUCTION - October 30, 2010
- PAPER NO 4 CREATING LARGE JUMP RINGS - October 15, 2010